
сварочный станок
На линейном монтаже важны не «мегапаспортные» цифры, а предсказуемый результат на трассе. Чтобы держать геометрию кромок, температуру и усилие без «рывков», монтажники используют сварочный станок с гидравлической подачей. Такие комплекты закрывают стандартный цикл стыковой сварки и позволяют формировать ровный валик оплавления на диаметрах от бытовых до магистральных. В каталоге Труборезофф представлены решения для бригад разного уровня — от мобильных наборов до установок под тяжёлые диаметры.
Смысл технологии прост: качественно подготовить торцы, нагреть, выполнить осадку без перекосов и охладить узел под удерживаемым давлением. При соблюдении режимов стыковая сварка даёт монолитный шов, не требующий фитингов и не уменьшающий проходное сечение.
Что внутри комплекта и зачем это нужно
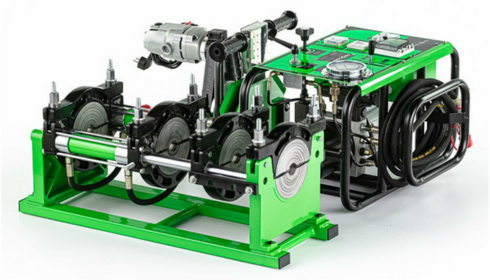
Базовая компоновка у разных брендов схожа: рама-центратор c зажимами, торцеватель (электрофреза), нагревательное «зеркало» с термостабилизацией, гидростанция и рукава высокого давления. В большинстве профессиональных решений встречается и регистратор параметров — полезный «чёрный ящик», который фиксирует давление, время стадий и температуру нагревателя. Такой набор упрощает контроль качества и диалог с технадзором на сдаче.
Короткая памятка по выбору
- Диапазон диаметров и жёсткость центратора — влияют на геометрию и удобство фиксации.
- Термостабильность зеркала — насколько ровно держится температура по площади.
- Производительность торцевателя — скорость и чистота подготовки.
- Плавность работы гидростанции — удержание усилия без провалов и «пережимов».
- Наличие даталогера — протоколирование режимов и удобство отчётности.
Как станок помогает в работе
На стройплощадке выигрывает тот, кто меньше зависит от человеческого фактора. Гидравлика снимает лишние усилия с оператора и даёт повторяемость в течение смены; продуманная кинематика центратора минимизирует перекосы; качественный тефлон на зеркале обеспечивает чистый отрыв без подсадок. Если объект удалённый, ценится автономность питания и защищённая арматура на рукавах; в городской раскопке — компактность секций и масса узлов, чтобы станок опускался в камеру без подъемной техники.
Где станок раскрывает потенциал
Водоводы, напорная канализация, хозяйственно-питьевые линии, технологические трубопроводы на промплощадках, врезки в действующие сети, работа в футлярах и под дорогами — там, где требуется стабильный шов и документируемый процесс. Для подрядчиков, выходящих на крупные Dn, рационально купить стыковой сварочный аппарат для полиэтиленовых труб с запасом по диаметрам и набором вкладышей — это экономит время на перенастройках и снижает риск простоев.
Технологический цикл
Правильная последовательность важнее любого «лошадиного» давления:
- Подготовка. Проверяют овальность, очищают вкладыши и кромки, торцуют до непрерывной тонкой стружки.
- Контактный нагрев. Зеркало с заданной температурой вводят между торцами, создают контактное давление до формирования равномерного валика.
- Выдержка на прогрев. Давление снижают до поддерживающего; задача — прогреть толщу стенки.
- Осадка. Зеркало выводят, торцы сводят под расчётным усилием, удерживают без рывков.
- Охлаждение под давлением. Узел не трогают до стабилизации; преждевременная разгрузка недопустима.
- Контроль. Визуальная оценка симметрии грата, запись параметров в журнал/даталогер.
Типичные просчёты и как их избежать
Пыль и песок на вкладышах дают инородные включения; перегрев зеркала приводит к грубой структуре шва; «рывковая» осадка смещает кромки; попытка ускорить процесс за счёт раннего снятия усилия оборачивается внутренними напряжениями. Решение — дисциплина: чистота рабочей зоны, проверка манометра и калибровка термодатчика, выдержка режимов по карте производителя трубы.
Экономика и логистика
Стыковой метод не требует муфт: меньше складских позиций, меньше завязки на поставки фитингов, ниже стоимость шва на крупных диаметрах. Станок с даталогером помогает снижать долю брака и повторных выездов. В долгом проекте важны расходники и сервис: тефлоновые чехлы для зеркала, запасные ножи торцевателя, ремкомплекты гидролиний. Продуманная комплектация экономит часы в пересменку.
Как подобрать станок «под себя»
Если бригада ходит по Dn 110–225 и работает в колодцах, решает компактность и масса секций. Для трасс 280+ критичны жёсткость рамы и плавность гидравлики на осадке. Отдельная тема — документирование: муниципальные и промышленные заказчики всё чаще требуют протоколы по каждому стыку, и здесь регистратор избавляет от споров. В результате установка, грамотно подобранная под реальные диаметры и условия, окупается не рекламными тезисами, а стабильным темпом и снижением переделок.
Гидравлический сварочный станок — инструмент, который приносит предсказуемость: швы получаются одинаковыми от утра до вечера, а бригада держит плановый темп. При грамотном выборе и соблюдении режимов стыковая сварка даёт надёжные соединения на годы службы сети. Если предстоят протяжённые участки и крупные диаметры, разумно заранее спланировать парк и закупку — так вы закрываете потребности объекта без «узких мест» и гонки за расходниками.


